







鋼構加工刀具大升級!告別進口麻花鉆困擾
在鋼構加工的領域,當前的利潤相對較低,那么成本控制是關鍵。目前市場上有不少單位使用進口內冷麻花鉆,但它的價格像火箭般飆升,采購周期長得讓人望眼欲穿,還時不時鬧脾氣斷裂,嚴重拖慢生產進度,成本居高不下,加工精度也一般。那該如何解決這些難纏的問題呢?
本文介紹的這家企業主要加工 H 型鋼、槽鋼,出口業務也占不少份額,加工的材料主要為Q235B,SS275JR,S235JR等,加工深度12-40mm。
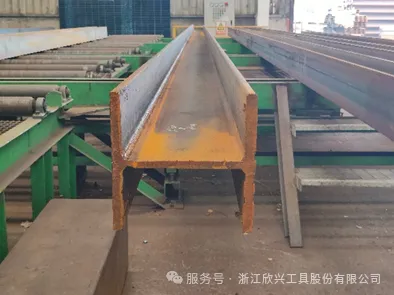
加工設備為PEDDINGHAUS三維多軸鉆,型號BDL1250/9B,數控系統:西門子,主軸接口:MT4,冷卻方式:MQL油霧冷卻。


企業目前使用的刀具為進口內冷麻花鉆,其采購成本相對較高,對企業資金流轉有一定壓力,且供應周期較長。此外,在實際加工過程中,鉆頭斷裂情況時有發生,這不僅增加了刀具損耗成本,也使得生產流程的連續性受到干擾,對整體生產效率和產品質量管控帶來了不少困擾。


別擔心,創恒錐柄螺旋槽 S 鉆(S10 - GMT4 - 2605 - B)來助力!
l 加工數據
| 應用情況 | 原使用 刀具 | 進口 內冷 麻花鉆 | 服務 產品 | 創恒 錐柄 S鉆 |
| 規格 | Φ22 | 規格 | Φ22 | |
| 轉速 | 270r/min | 轉速 | 485r/min | |
| 進給 | 87mm/min | 進給 | 122mm/min | |
單孔 用時 | 14秒 | 單孔 用時 | 10秒 | |
成孔 粗糙度 | / | 成孔 粗糙度 | Ra6.3 | |
成孔 孔徑 公差 | / | 成孔 孔徑 公差 | +0.05mm | |
鉆孔 數量 | 壽命低, 頻繁斷刀 | 鉆孔 數量 | 400孔仍在 繼續使用, 客戶認可, 讓停止測試 |
以Φ22 規格為例,和進口麻花鉆對比,轉速從270r/min提升到485r/min,進給從 87mm/min 提升到 122mm/min,單孔用時從14秒銳減到10秒,成孔粗糙度達Ra6.3,孔徑公差控制在+0.05mm,厲害的是鉆孔數量,進口麻花鉆頻繁斷刀,新 S 鉆 400 孔仍在繼續使用,客戶認可,讓停止測試。

還在被刀具問題困擾的鋼構加工伙伴們,希望控制成本的朋友們,是時候做出改變了!這款創恒錐柄螺旋槽 S 鉆就是開啟高效生產的鑰匙,別再猶豫,讓您的加工事業乘風破浪,效率與效益雙豐收!

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~未來,我們秉承“創新發展,合作共贏”理念,貫徹“提供高效精密切削刀具”這一使命,繼續專注于深耕高效切削技術,力求成為您更可信賴的刀具制造品牌


