



取消
清空記錄
歷史記錄
清空記錄
歷史記錄




定制S鉆平底加工案例分享
在當(dāng)今的制造領(lǐng)域中,切削刀具作為重要的工藝裝備,其性能直接影響著零件的加工效率、精度、質(zhì)量和成本。隨著各領(lǐng)域需求的增長(zhǎng)以及不同標(biāo)準(zhǔn)的結(jié)構(gòu)技術(shù)改善,非標(biāo)切削刀具在市場(chǎng)中的需求度越來越高。我國(guó)非標(biāo)切削刀具市場(chǎng)規(guī)模也呈現(xiàn)出波動(dòng)增長(zhǎng)的趨勢(shì)。
難點(diǎn)概括
本次案例的對(duì)象在平底鉆的使用上主要面臨兩大難題:一是刀具壽命有待進(jìn)一步提升,二是切屑過長(zhǎng),不易清理。為了解決這些問題,實(shí)現(xiàn)增本降效的經(jīng)濟(jì)效益,客戶開始尋找一款定制平底鉆。
 |  |
| 刀頭磨損 | 鐵屑過長(zhǎng) |
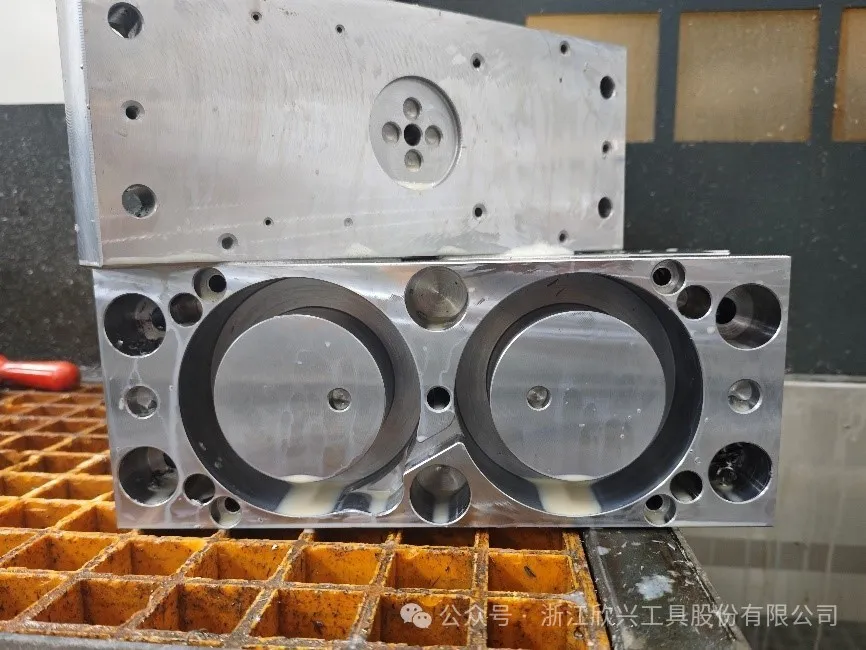
加工工況和要求
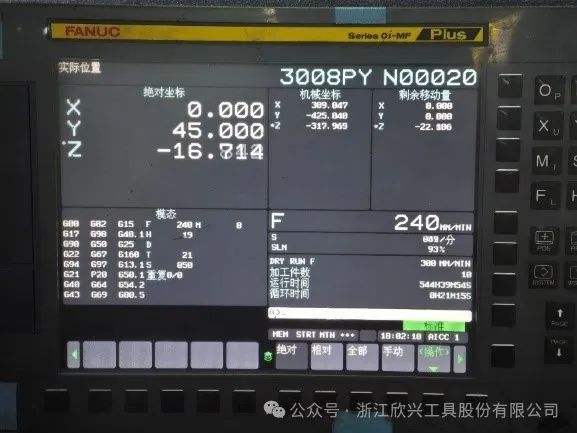
被加工材料為牌號(hào) Q355B,硬度在 HB130 - 150 之間,工件厚度 50mm,加工深度達(dá) 33mm,成孔狀態(tài)為平底盲孔。成孔孔徑公差要求為±0.1,成孔粗糙度為 Ra6.3。現(xiàn)場(chǎng)設(shè)備為立式加工中心,型號(hào) TV - 106,主軸功率 11KW,主軸接口 BT40,采用 FANUC 數(shù)控系統(tǒng),冷卻方式為內(nèi)冷,冷卻壓力 20bar,回轉(zhuǎn)精度 0.01mm。
 |  |
創(chuàng)恒S鉆與某品牌現(xiàn)場(chǎng)PK
| 原使用刀具 | 某品牌平底鉆 | 原使用刀具 | 創(chuàng)恒平底S鉆 |
| 規(guī)格 | Ф28 | 規(guī)格 | Ф28 |
| 切削速度 | 80m/min | 切削速度 | 75m/min |
| 轉(zhuǎn)速 | 900r/min | 轉(zhuǎn)速 | 850r/min |
| 進(jìn)給 | 0.23mm/r | 進(jìn)給 | 0.28mm/r |
| 單孔用時(shí) | 61秒 | 單孔用時(shí) | 53秒 |
| 成孔粗糙度 | Ra6.3 | 成孔粗糙度 | Ra6.3 |
| 成孔孔徑公差 | +0.05mm | 成孔孔徑公差 | +0.05mm |
| 應(yīng)用壽命 | 100件(失效) | 應(yīng)用壽命 | 112件(未失效) |
 |  |
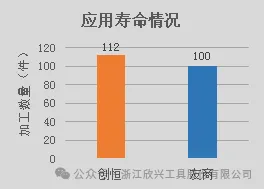 | 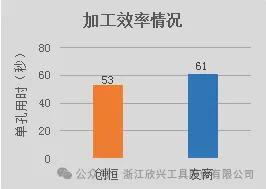 |
通過現(xiàn)場(chǎng)測(cè)試評(píng)比,創(chuàng)恒平底 S 鉆不僅在加工時(shí)間和壽命上表現(xiàn)出色,還成功解決了切屑長(zhǎng)、不易清理以及穩(wěn)定性的問題,綜合性能得到了企業(yè)的一致認(rèn)可。這一成功案例充分展示了定制刀具在滿足特定加工需求方面的巨大優(yōu)勢(shì),為企業(yè)帶來了的降本增效經(jīng)濟(jì)效益。
 |  |
| 后刀面磨損0.1mm | 成孔規(guī)格Ф28.05 |
 |  |
| 成孔展示 | 鐵屑展示 |
浙江欣興工具作為一家擁有 30 年研發(fā)生產(chǎn)能力的技術(shù)企業(yè),擁有省級(jí)企業(yè)研究院、博士后科研工作站等多個(gè)科研平臺(tái),并且投入先進(jìn)的生產(chǎn)設(shè)備和檢測(cè)設(shè)備,以提供高效精密刀具為使命。如果您也有定制刀具的需求,歡迎與我們交流與咨詢,我們將竭誠(chéng)為您服務(wù),共同為提升制造水平貢獻(xiàn)力量。

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~未來,我們秉承“創(chuàng)新發(fā)展,合作共贏”理念,貫徹“提供高效精密切削刀具”這一使命,繼續(xù)專注于深耕高效切削技術(shù),力求成為您更可信賴的刀具制造品牌


